
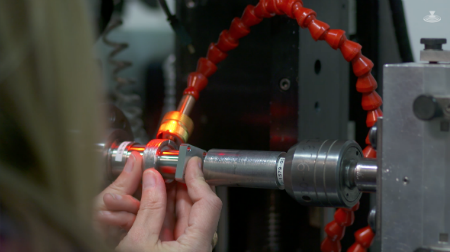
One of the many interesting parts of this job is the detective work involved when a part isn’t welding properly. Roughly six months ago I was tasked with my first major metallurgical engineering project, which showed that the metal in your parts may have some hidden surprises.













{kind=link}
{kind=link}
{kind=link}
{kind=link}