
This misconception about welding comes up far more often than I’d like. An engineer calls in a rush to get a prototype stainless steel part welded. To save time and cost, he had the parts made from free machining material. Frantic on the phone, the conversation generally goes something like this:
Customer: “This is so and so, and I’ve got 3 stainless steel housings I need laser welded ASAP. The machining is done, I just need a full penetration laser weld to hold them together, and they have to be absolutely leak tight.”
Me: “Ok, a couple of questions. 1 - What is the size and shape of the part? 2 – How much penetration? 3 – What grade of stainless?”
Customer: “It’s a round housing about 2 inches in diameter, it has a step behind the weld to align the parts. The wall thickness at the weld is .030”, and the material is 303 stainless steel.”
Me: “Alright, a couple more questions now. 1 – Is there a cosmetic requirement for this part? 2 – Can you tolerate filler material in the weld? 3 - (in my head) Why did you make these out of 303?”
Customer: “Looks are very critical. I need the weld very small, which is why I want laser welding. I can’t tolerate filler material unless it won’t affect the cosmetic appearance.”
Well, this back and forth usually goes on and on. During the conversation, I mention that 303 is not ideal for welding. There is a rapid and fierce push back about how all 300 series stainless steels are easy to weld.
Reality check
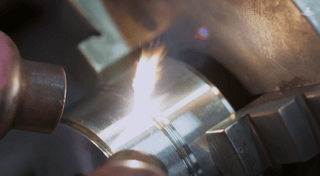
Here’s the thing - 303 stainless steel is GREAT for machining. Wonderfully easy to work with, readily available, and fairly inexpensive. That said – it’s just not meant for welding, no matter how you slice it. The stuff they add to make it free-machining, sulfur and phosphorus, don’t mix well with welding. They evaporate with fervor - to put it mildly - during the laser weld process, leading to copious weld spatter and frequently cracking, not to mention porosity (a topic for a later post).
The conversation will end with one of three outcomes:
- Customer will have us work with the 303 parts, and add a ductile filler wire (such as 308L or Hastelloy W) to add some good material back into the “ugly” weld, and Mr. Customer will tolerate the resulting cosmetic blemishes.
- Customer remakes parts out of 304L and everything is hunky-dory.
- Customer hangs up in anger because his parts can’t be made exactly as he wants them from the material he already had purchased.
I’d like to say option 3 never happens, but unfortunately it’s a real situation that occurs regularly. So, the lesson to be taken from this – always check with your weld house BEFORE manufacturing parts. Make sure that the material that you want welded is actually weldable, please. I’ll speak more about weldable and non-weldable materials in other posts.
Check back soon for the next post in our series on welding myths: “A weld is never as strong as the parent material.”








{kind=link}
{kind=link}
{kind=link}
{kind=link}