

This blog is going to be slightly different from the others. We’re going to talk about a weld process variable as the primary consideration and work backwards into effects on the work piece. Rather than what directly affects you, I’d like to talk about what challenges us, the welders.
Today’s topic is shield gas.
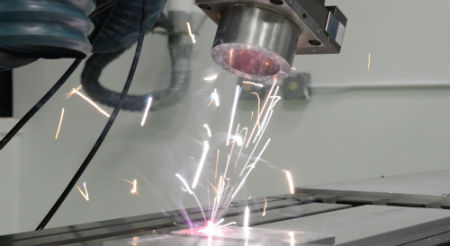
What is it? It is an integral part of most atmospheric weld processes (laser welding, TIG, MIG, plasma arc). It is used to displace the reactive gasses found in the air we breathe. Oxygen, nitrogen, and carbon dioxide, to name a few.













{kind=link}
{kind=link}
{kind=link}
{kind=link}